
Go from Complexity to Clarity
The right tools and knowledge to simplify compliance and build assurance.
The Only All-In-One Compliance Management System Built for Ag Retail
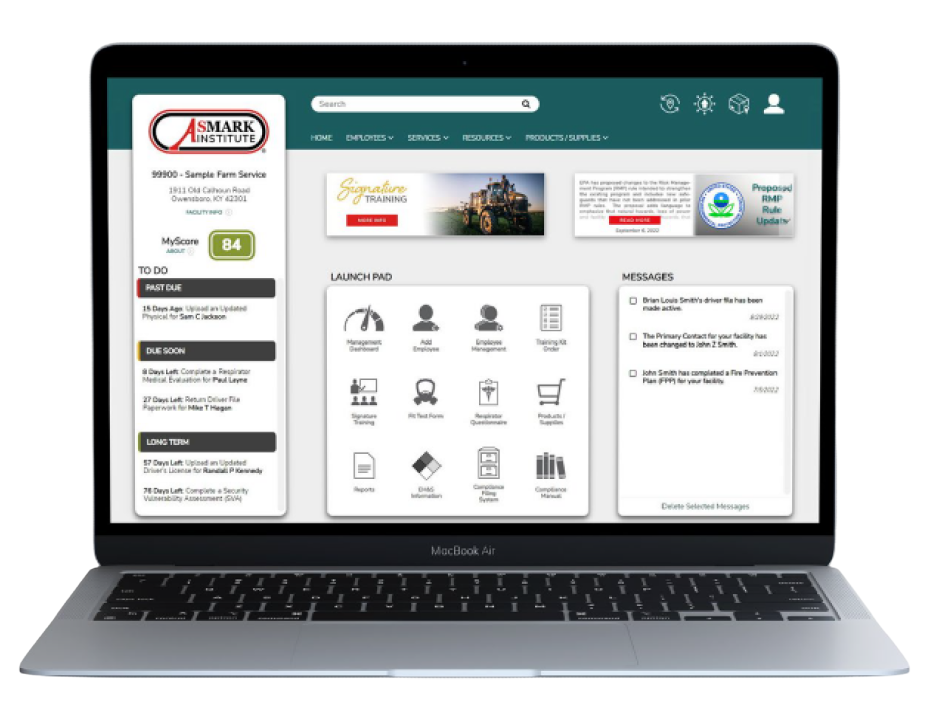
The Asmark Compliance Management System centralizes all compliance and safety tools in one dashboard, guiding ag retailers through critical procedures, including annual facility reviews, DOT driver qualification, and compliance with over 50 OSHA, EPA and DOT regulations, so nothing is missed. With step-by-step workflows, alerts, ag-specific video training, and verified documentation, it saves time, reduces risk, and ensures employees and operations stay safe, prepared, and audit ready.
Documents Reviewed. Requirements Verified. Worry Reduced.
Asmark’s Compliance Management System brings everything together in one clear, centralized dashboard so you always know what’s required, what’s done, and what’s next.
See Everything, Plan Everything, Be Ready for Anything
Exclusive features provide full visibility across locations, reveal gaps, and streamline the creation of compliance-ready plans and safety assets.

MyScore
MyScore empowers environmental health and safety coordinators and safety directors to rise to the level their role demands. It makes it easy to quickly identify which locations need additional support and where resources can be redirected for the greatest impact. With clear, actionable insights, teams can focus their time and effort on helping locations improve performance and raise their scores.
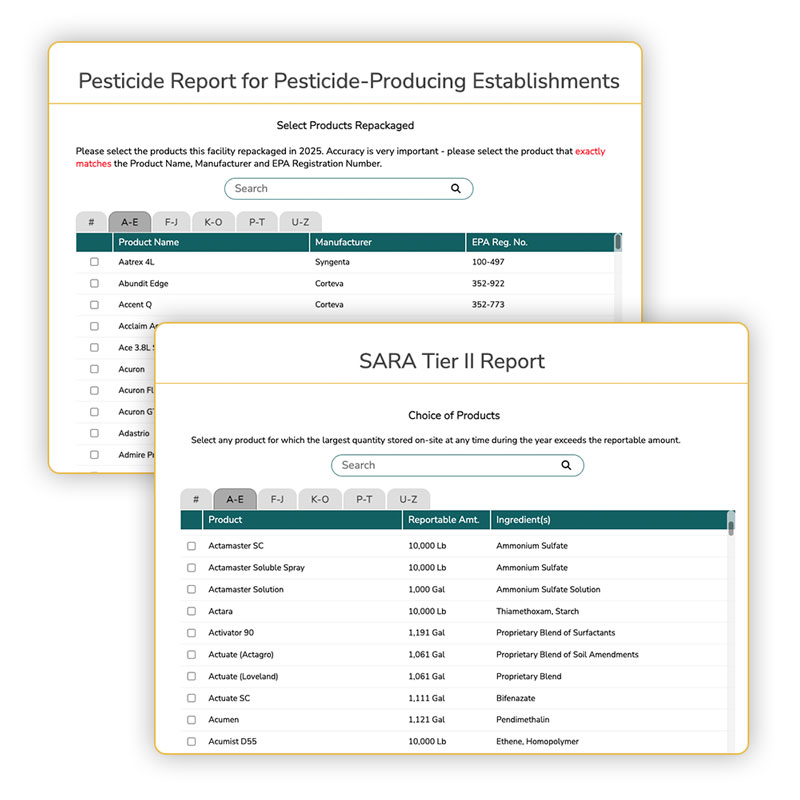
Compliance Wizard
The Compliance Wizard is where everything starts. At the end of each calendar year—before the planting and growing season—you’re guided through clear, step-by-step prompts to enter key details about your facilities, inventory, operations, employees, and equipment, and then the system takes it from there. That information automatically drives EPA, DOT, and OSHA compliance, saving untold hours while producing customized safety assets like your Handi-Plan, facility site plan, wallet cards, and risk management plan. The result is a single, accurate foundation that reduces risk, eliminates guesswork, and keeps your operation prepared and audit-ready.
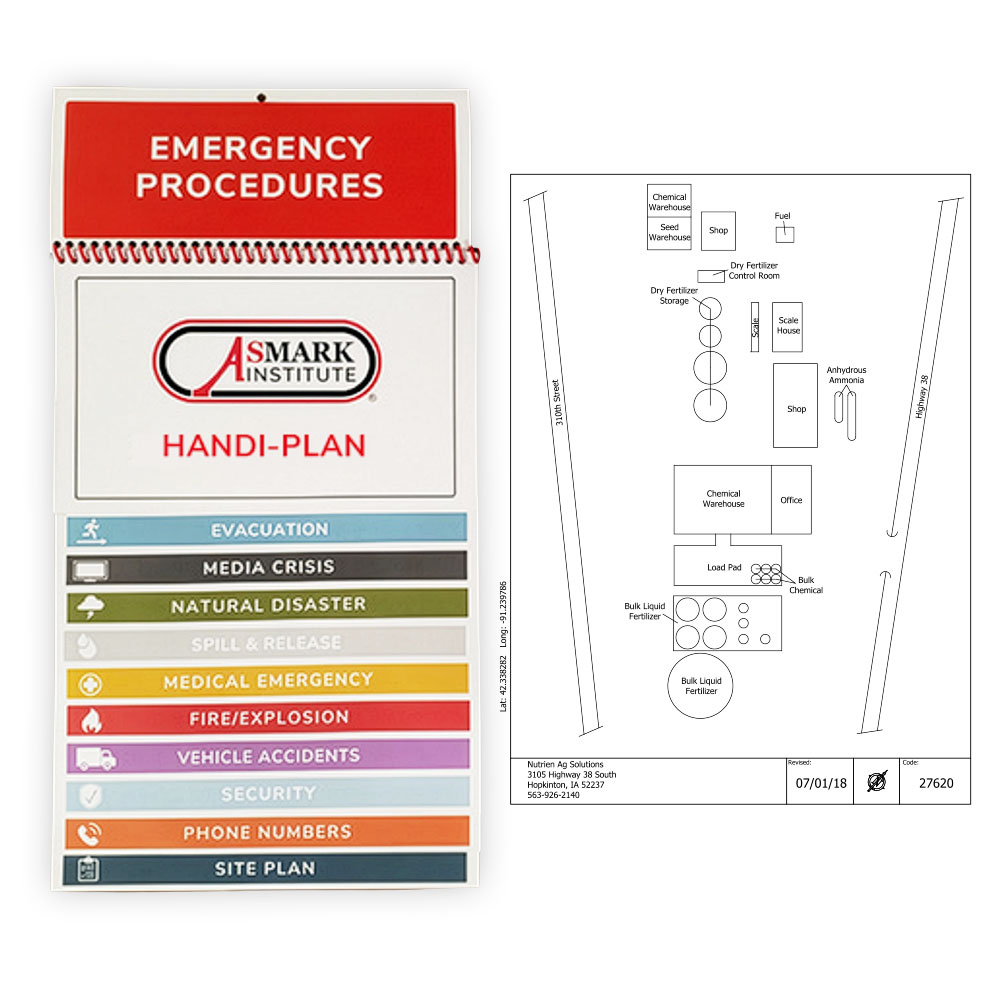
Handi-Plan
OSHA requires that employees involved in hazardous waste operations and emergency response be properly trained and that employers develop a comprehensive emergency response plan before operations begin. The plan must address key elements such as roles and communication, emergency recognition, evacuation, decontamination, medical treatment, PPE, and equipment, and it should be regularly updated and accessible to employees and OSHA personnel. Employers who only evacuate employees and do not allow them to respond directly are exempt if they provide an emergency action plan under 29 CFR 1910.38(a).
More Than Software
An ecosystem of experts and peers you can lean on.
- We work alongside your team to bridge the gap between regulatory expectations and daily operations, offering practical, ag-focused support.
- We provide the regulatory expertise, document review, and compliance resources needed to stay audit-ready and confidently meet requirements.
- We deliver industry-specific insight and timely support, including guidance during audits, to help strengthen safety culture across all locations.
A one-stop safety shop curated for ag retailers.
- Save up to 70% in the Asmark Online Store, exclusively for full-service clients.
- Full access to the Asmark Store, featuring over 200 safety and compliance products for ag retailers, from PPE to placards.
- Save time, money, and hassle with bundled products, including Respirator Fit Test Kits designed for efficient bulk testing at your facility.
Tracking, documentation, and reporting in one system with a single login for your entire team.
- Automate compliance tasks, simplify reporting, and reduce administrative burden.
- Reduce financial exposure by avoiding fines, lawsuits, and operational disruptions.
- Stay future-ready with real-time regulatory updates and proactive risk management.
- A more efficient path to answers, backed by Asmark’s expert team and ag retail client community.
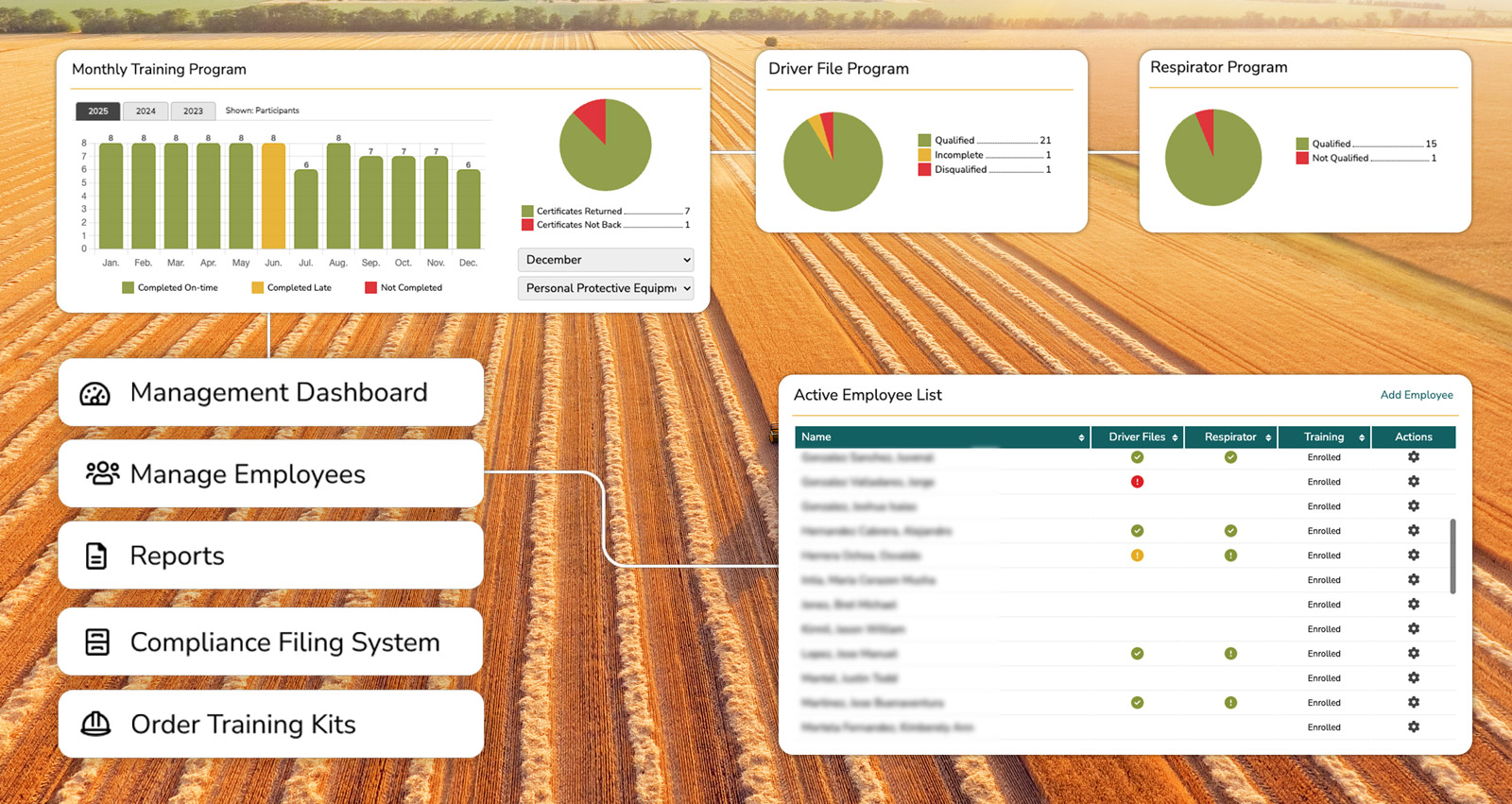
Data Visibility
Track key compliance metrics both company-wide and by individual location, helping EHS leaders pinpoint gaps and drive focused improvement.
We Tailor it to You
One Platform. One Partner. Total Confidence.
You want to focus on serving growers, not managing paperwork or worrying about missed deadlines. Our system keeps compliance handled so you can stay focused on what matters most, and is built around the seasonal ebbs and flows of ag retailers.
Tracking
We track your facility’s compliance needs.
Prompting
We prompt your facility when attention is needed.
Action
We guide you towards completing the necessary compliance tasks.
Review & Archive
We review documents for issues and advise through completion.
Measurement
We customize MyScore to continuously gauge compliance performance by facility.
Monitoring
We monitor your facility’s scope of operations for changes.
Compliance Management
One Platform. Less Risk. Zero Guesswork.
Asmark Institute provides a comprehensive, one-stop solution for regulatory compliance needs across OSHA, EPA, and DOT. For over 35 years, the organization has remained exclusively focused on supporting agricultural retailers with government-recognized programs, a highly resourceful team, and a proven track record serving thousands of ag retailers nationwide. Asmark’s cost-effective solutions scale seamlessly from single-location retailers to large national operations.
Protect Employees. Protect the Business.
Centralized compliance documents and employee records in one system, taking the stress and time out of managing files while reducing audit risk. By keeping documentation current and tying it directly to people, not paperwork, teams can focus on managing employees and operations with confidence instead of chasing files.
Centralized File & Document Repository
All required compliance documents live in one secure, organized location. Files are maintained according to regulatory requirements.
Ongoing File Maintenance
Compliance doesn’t stop once a file is uploaded. Asmark helps ensure documents are reviewed, maintained, and kept current, reducing audit risk and long-term exposure.
Employee Management
Manage employee records, roles, and compliance status all in one place, making it easy to keep people trained, documented, and ready.
Video Training
Access required training instantly from the dashboard. Documentation of completed training is archived electronically and readily available when needed.
Respiratory Qualifications
The respirator qualification system integrates online medical screening in an employee database, making it easy to track qualification status and generate required Fit Test documentation.
Safety Data Sheets
Asmark maintains and updates Safety Data Sheets daily, ensuring your facility always has accurate, current safety information available when it’s needed most.
Trusted by Ag Retailers Nationwide


















